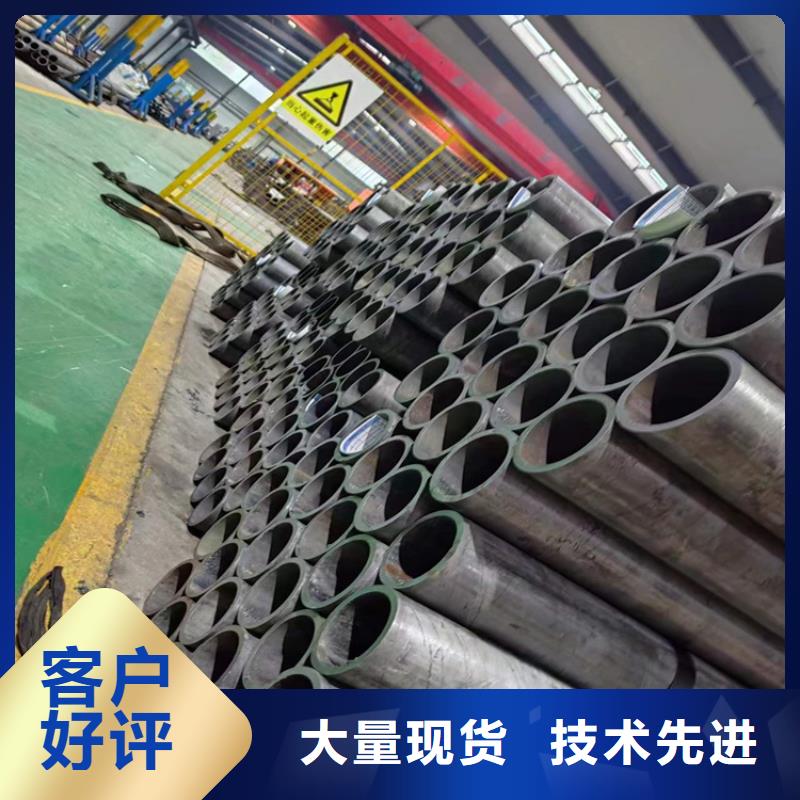
以下是:20号绗磨管 甘肃同城{安达}的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸气缸机械加工 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
导读 20号绗磨管 甘肃同城{安达},甘肃省平凉市安达液压机械有限公司为您提供20号绗磨管 甘肃同城{安达}的最新资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到平凉。 甘肃省,平凉市 平凉市,古称渭州,甘肃省辖地级市。地处甘肃省东部,陕甘宁三省(区)交汇处,东邻陕西咸阳,西连甘肃定西、白银,南接陕西宝鸡、甘肃天水,北倚宁夏固原、甘肃庆阳,总面积1.1万平方千米。截至2022年10月,平凉市辖1个区、5个县,代管1个县级市。截至2022年末,平凉市常住人口182.25万人。



平凉珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管




<平凉>九冶管业有限公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质,目前拥有高工35名,中级职称人员200余人,员工1000余人,以确保生产的专业化,平凉不锈钢研磨管产品的高质量.本厂承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。


总结 20号绗磨管 甘肃同城{安达},甘肃省平凉市安达液压机械有限公司为您提供最新20号绗磨管 甘肃同城{安达}产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首。